
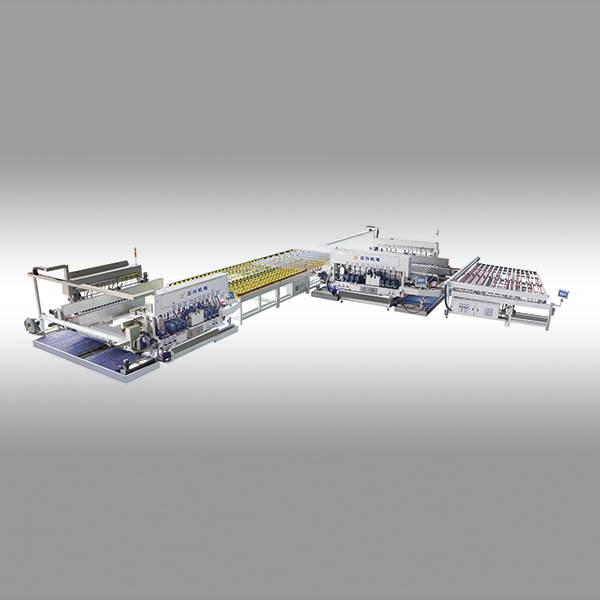
डबल किनारा लाइन उच्च गति सुपर ग्लास खत्म टी हस्तांतरण तालिका
FH4225 SM2242GT + ZT4225 + SM2225GTS

कंप्यूटर पर नियंत्रण रखें

सटीक सर्वो माप प्रणाली

चौड़ाई समायोजन प्रणाली

उच्च गुणवत्ता वाले इलेक्ट्रॉनिक भागों

वायवीय चमकाने प्रणाली

एरिस मोटर

उच्च दक्षता हस्तांतरण तालिका

उच्च दक्षता हस्तांतरण तालिका
मशीन का परिचय
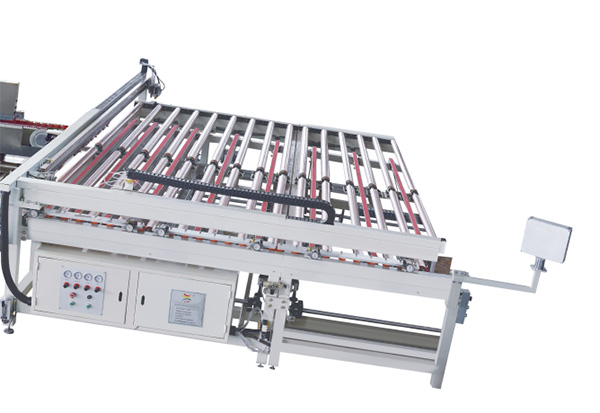
ग्लास मापने की मेज
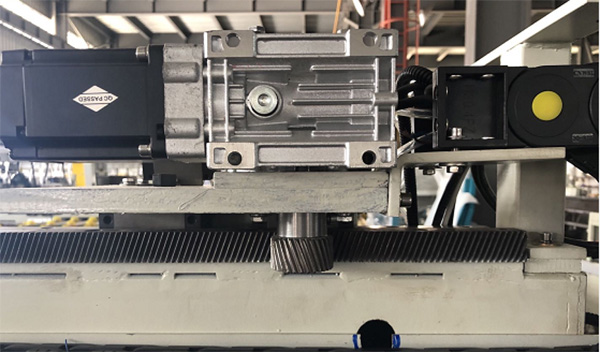
चालन प्रणाली
उपकरण का उपयोग संसाधित होने के लिए कांच को स्थानांतरित करने और स्थिति में करने के लिए किया जाता है, कांच की लंबाई, चौड़ाई और मोटाई का एक सटीक माप बनाते हैं, और आगे के ग्लास प्रसंस्करण के लिए डेटा को डबल-किनारे की चक्की और अन्य प्रसंस्करण के उपकरण तक पहुंचाते हैं।
ग्लास मापने की मेज के निर्माण में नीचे के रूप में 4 भाग शामिल हैं:
1. स्थिति तालिका
ग्लास के आगे या पीछे की तरफ संचरण आवृत्ति कनवर्टर द्वारा संचालित है और चर आवृत्ति मोटर। संचरण की गति को समायोजित किया जा सकता है। सटीक स्थिति द्वारा उच्च गुणवत्ता वाले सेंसर। उचित स्थिति के बाद ग्लास की लंबाई, चौड़ाई और मोटाई को मापा जा सकता है।
2. मापने वाला उपकरण
कांच की लंबाई और चौड़ाई का आयाम अत्यधिक प्रारंभिक गियर ड्राइव सेंसर द्वारा मापा जाता है इमदादी मोटर द्वारा संचालित। ग्लास की मोटाई का आयाम सिलेंडर चालित नायलॉन ब्लॉक द्वारा मापा जाता है जो ग्लास की सतह पर दबाव डालता है और गियर द्वारा संचालित एनकोडर होता है। सिलेंडर का दबाव अलग से समायोजित किया जाता है।
3. विद्युत नियंत्रण प्रणाली
ईसीएस में प्रोग्रामेबल कंट्रोलर (पीएलसी), टच स्क्रीन (एचएमआई), सर्वो ड्राइवर, सर्वो मोटर, फ्रीक्वेंसी कन्वर्टर, फ्रीक्वेंसी कन्वर्जन मोटर, सेंसर आदि होते हैं। पीएलसी मशीन को प्रोसेसिंग तकनीक के अनुसार स्वचालित रूप से संचालित करने के लिए नियंत्रित करता है। एचएमआई मानव-कंप्यूटर इंटरैक्शन कार्य पूरा करता है।
4. सॉफ्टवेयर sytem
सॉफ्टवेयर सिस्टम ऑर्डर डेटा के साथ ग्लास मापने की मेज से डेटा की तुलना करता है, और स्वचालित रूप से निकटतम ग्लास डेटा से मेल खाता है। इस बीच, ग्लास डेटा मोड या बैच उत्पादन के लिए डबल एज ग्राइंडर और अन्य प्रसंस्करण के उपकरण को प्रेषित किया जाता है।
ऑपरेटिंग प्रिंसिपल:
मैन्युअल रूप से या स्वचालित रूप से कांच मापने की मेज पर कांच की एक शीट डालते हैं। ग्लास मापने की मेज, स्थिति और कांच की लंबाई, चौड़ाई और मोटाई के आयामों को सही ढंग से मापते हैं। मापे गए ग्लास डेटा को ऑर्डर डेटा से मिलान करने के लिए प्रबंधन प्रणाली में प्रेषित किया जाता है और फ़्यूचर ग्लास प्रोसेसिंग के लिए डबल एज ग्राइंडर और अन्य प्रसंस्करण उपकरण को प्रेषित किया जाता है। कांच की अगली एकल शीट को ग्लास मापने की मेज पर रखा जाता है और अगला ऑपरेशन चक्र शुरू होता है।
2. ग्लास सीधी रेखा डबल एज पॉलिश मशीन।
मॉडल नं .: SM2242GT SM2225GTS
इस मशीन को एक ही समय में कांच के दो विपरीत किनारों को चमकाने के लिए बनाया गया है।
a) नियंत्रण
यह मशीन जापानी मित्सुबिशी पीएलसी नियंत्रण और 10 ”ऑपरेटर इंटरफेस को अपनाती है। स्क्रीन ग्लास के हर विस्तृत पैरामीटर को दिखाती है। प्रत्येक मशीन को अपने कंप्यूटर द्वारा नियंत्रित किया जा सकता है या मुख्य कंप्यूटर द्वारा नियंत्रित किया जा सकता है।
उपयोगकर्ता के अधिकार को ऑपरेटर / मरम्मत / प्रशासक के रूप में वर्गीकृत किया जा सकता है, त्रुटि होने से रोक सकता है, मशीन को मिसोपरेशन से बचा सकता है।
बी) उच्च परिशुद्धता संचरण।
उच्च गति, उच्च गति, उच्च तुल्यकालन की सुविधा के साथ दो कन्वेयर टाइम बेल्ट दो सर्वो मोटर्स द्वारा संचालित होते हैं।
ग) मोबाइल पीस अनुभाग आंदोलन।
मोबाइल ग्राइंग सेक्शन रैखिक जुड़वां गेंद असर गाइड के साथ चलता है। ट्रांसमिशन को गेंद के शिकंजे के माध्यम से लागू किया जाता है, जो सर्वो मोटर द्वारा संचालित होता है, पीस सेक्शन की अधिकतम चलती गति 15 मीटर प्रति मिनट तक पहुंच सकती है। इस प्रणाली में एक ब्रेक और ग्रिपिंग सिस्टम भी शामिल है, जो पीसने वाले अनुभाग के स्थिर चलने, कम प्रभाव बल की गारंटी दे सकता है। यह संरचना लंबे समय तक चलने वाली मशीन के बाद भी बड़े आकार के ग्लास के लिए मनोरंजक बल की स्थिरता की गारंटी दे सकती है।
d) हर डबल एडगर में एक ऑटोटैमिक मिडल सपोर्ट रेल होती है, जो मूविंग ग्रिनिडंग सेक्शन के साथ चलती है, जो ग्लास को झुकने से रोकने के लिए बीच की स्थिति से ग्लास को सपोर्ट करती है। बहुत बड़े आकार के डबल एडगर के लिए, हम एक और पोर्टेबल सपोर्ट रेल की भी आपूर्ति करते हैं, जिसे जरूरत के हिसाब से मैन्युअल रूप से रखा जा सकता है।
ई) ऊपरी ट्रैक अप एंड डाउन सिस्टम अटक समस्या के बिना स्लाइडिंग प्लेट संरचना का उपयोग करता है जो पारंपरिक स्लाइडिंग स्लीव सिस्टम है
च) पोजिशनिंग सिस्टम।
ग्लास लोडिंग पोजिशन सिस्टम में चार भाग शामिल हैं: फिक्स्ड रोलर्स, मूविंग एयर ग्रिपिंग सिस्टम, अलाइनिंग ब्लॉक (एक लेफ्ट और एक राइट), टॉप एयर प्रेसिंग रोलर्स (एक लेफ्ट और एक राइट)। पोजिशनिंग सिस्टम द्वारा ग्लास को ठीक से संरेखित और कसकर दबाया जाता है। यह प्रणाली पीस सटीक और चमकाने के प्रभाव की गारंटी देती है।
छ) आसान समायोजन
ऊपरी ट्रैकिंग सिस्टम और ऊपरी एरिस मोटर्स की वृद्धि / ड्रॉप मोटर्स द्वारा संचालित होती है। इसे अलग-अलग ग्लास मोटाई के अनुसार स्वचालित रूप से सेट किया जा सकता है।
ज) एयर पॉलिशिंग प्रणाली।
पॉलिशिंग व्हील हवा से संचालित होता है, जिसे पीएलसी और इलेक्ट्रोमैग्नेटिक वाल्व द्वारा नियंत्रित किया जाता है, जो ग्लास स्थिति के अनुसार आगे / पीछे जा सकता है। यह प्रणाली पहियों के पहनने की स्वचालित रूप से भरपाई कर सकती है, जिससे ग्लास पर लगातार दबाव पड़ता है और समान चमकाने का परिणाम मिलता है।
चमकाने वाली मोटर चलती प्रणाली में उच्च परिशुद्धता ड्यूरल लीनियर रेल प्रणाली का उपयोग किया जाता है।
i) तहखाने और फ्रेम:
मोटे गढ़े हुए स्टील से बने होते हैं, जिनका इलाज हमारे कारखाने में भट्ठी बनाने से किया जाता है। अच्छा स्थिरता और विरोधी मरोड़ शक्ति, विरोधी झुकने ताकत के साथ।
j) मोटर
उच्च परिशुद्धता, कम कंपन एबीबी चर आवृत्ति मोटर का उपयोग करें। आवृत्ति इनवर्टर के माध्यम से मोटर्स की गति को 4300RPM तक बढ़ाया जा सकता है, मशीन की काम करने की गति को 20 मीटर / मिनट तक बढ़ाया जा सकता है।
मोटर नियंत्रण प्रणाली में अधिभार / अभाव चरण / शॉर्ट सर्किट का संरक्षण कार्य है, इलेक्ट्रॉनिक भागों अंतरराष्ट्रीय ब्रांड, मानक प्रकारों का उपयोग करते हैं, बाजार में आसानी से मिल सकते हैं, जो ग्राहक की रखरखाव लागत को कम करते हैं, उत्पादन क्षमता में वृद्धि करते हैं।
k) टॉप / बॉटम ट्रांसमिटिंग कन्वेक्टर समय बेल्ट को अपनाने।
एल) स्नेहन:
ऑटोमैटिक तेल पंप द्वारा लीनियर गेंद को रैखिक स्क्रू और गाइड रेल द्वारा चिकनाई की जाती है।
मशीन ने एक मैनुअल स्नेहन पंप भी सुसज्जित किया है, जो स्लाइडिंग सतह को चिकनाई करता है।
एम) काम करने की गति समायोजन: आवृत्ति पलटनेवाला के माध्यम से।
एन) पानी की टंकी, पानी की ट्रे, ऊपर / नीचे समय बेल्ट कवर, रैखिक गाइड रेल / गेंद पेंच कवर स्टेनलेस स्टील में बने हैं।
ओ) एम्परोमीटर मीटर:
व्हील असपोर्ट की जाँच करें।
अधिक विवरण तस्वीरें।
कॉर्नर कट पीस मोटर
प्रतिस्थापन-लचीला जलरोधी कनेक्शन मॉड्यूल डिजाइन इंटेलिजेंट इंडिकेटर अप और लोअर एरिस मोटर एम्पीमीटर।
3. एल आकार हस्तांतरण तालिका। रोलर टेबल और टाइमिंग बेल्ट।
यह मशीन रोलर ट्रांसमिशन सिस्टम और टाइमिंग बेल्ट ट्रांसमिशन सिस्टम से बनी है। रोलर ट्रांसमिशन सिस्टम चेन द्वारा संचालित होता है, गति को इनवर्टर द्वारा सेटिंग गति के लिए नियंत्रित किया जाता है।
टाइमिंग बेल्ट ट्रांसमिशन सिस्टम को ऊपर और नीचे उठाया जा सकता है। जब ग्लास पहले डबल एडगर से निकलता है, तो टाइमिंग बेल्ट सिस्टम ऊपर उठाया जाएगा। ग्लास को राइट पॉज़िटॉन में ले जाया जाएगा और फिर रोलर ट्रांसमिशन सिस्टम पर उतारा जाएगा।
समय बेल्ट कन्वेयर सिस्टम एल्यूमीनियम प्रोफ़ाइल शरीर का उपयोग करें।
तकनीकी पैमाने
उत्पादन की गति
| मद | कांच की मोटाई | मैक्स। काम करने की गति | ग्लास खत्म |
|
1 |
4 - 6 मिमी | 22 मीटर / मिनट | रफ पीस |
|
2 |
8 -10 मिमी | 18 मीटर / मिनट | रफ पीस |
|
3 |
12 - 15 मिमी | 15 मीटर / मिनट | रफ पीस |
|
4 |
4 - 6 मिमी | 16 मीटर / मिनट | ठीक पॉलिश |
|
5 |
8 -10 मिमी | 14 मीटर / मिनट | ठीक पॉलिश |
|
6 |
12 - 15 मिमी | 12 मीटर / मिनट | ठीक पॉलिश |
काम कर सटीक:
| मद | विवरण | शुद्धता रेंज |
|
1 |
विकर्ण लाइन परिशुद्धता | ≤0.5mm / मी |
|
2 |
समानांतर परिशुद्धता | ≤0.2mm / मी |
|
3 |
अरिस आकार सटीक | ≤0.2mm / मी |
|
मद |
पैरामीटर | रेंज |
|
1 |
मैक्स। कांच का आकार | 4200x2500 मिमी |
|
2 |
मिन। कांच का आकार | 350 x 350 मिमी e सिंगल ब्रैकर डबल एडगर बिना मध्य ब्रैकेट के (400 x 400 मिमी whole पूरी लाइन ( |
|
3 |
कांच की मोटाई | 3 - 28 मिमी |
|
4 |
अरिस चौड़ाई: | 1 - 3 मिमी |
|
5 |
गहराई तक पीसना | 3 मिमी (सिंगल साइड) |
|
7 |
चौड़ाई समायोजन की गति | 1 - 15 मीटर / मिनट |
|
8 |
काम का हवा का दबाव | 0.7 एमपीए |
| काम ऊंचाई: | 920 - 960 मिमी | |
|
9 |
पूरी शक्ति | लगभग 135 किलोवाट / 380 वी 50 हर्ट्ज 3 पी |